Aluminum panels for automotive application are nothing new. They've been used for hoods and decklids for many years, particularly when an automaker needed to shave a few pounds to fit a vehicle into a particular emissions class. And a number of luxury cars have had some models with bodies almost entirely of aluminum, such as Jaguar, Range Rover, Aston Martin, Audi, Porsche, and now Tesla. But Ford's 2015 F-150, the best-selling vehicle in the U.S., with its all-aluminum body, is raising the issue of body repair to a level that can challenge America's mainstream auto body repair shops.
The F-150 retains a steel frame to go with its aluminum panels, but the amount of aluminum and the associated technology that enabled it will require new tools and techniques for the body shop. Wait, what about the aluminum body luxury cars? How have they been repaired?
The answer is that the premium car makers with all-aluminum models have been very selective. They've approved only "cream of the crop" shops that could afford the special equipment necessary. Because they were considered "craft shops," they could charge much higher rates. With just a handful of competitors in a large geographic area, they had enough volume to justify the necessary investments in equipment and technician training.
Servicing 40 Teslas a month
Kye Yeung is executive committee secretary of the Society of Collision Repair Specialists (SCRS), a trade association of body shops that exhibited at the recent SEMA Show (Specialty Equipment Market Association). He operates a recommended facility for Tesla, Aston Martin, Range Rover, and Jaguar, and told Automotive Engineering he has an investment of approximately $2 million in his shop. He said he pays premium wages to his employees and is able to command up to three times the labor rate of other body shops.
Yeung’s operation, based in the southern part of Orange County, CA, with only one comparably approved competitor in a wide area, typically services 40 or more Teslas a month. He estimates that there are more than 7000 Tesla vehicles on the road in his market area. Yeung said his shop has a six-week backlog and is able to refuse to deal with insurance companies. He employs 14 technicians, five of whom (including himself) are certified to do structural repairs for all of the makes in which his shop is specializing.
The designated body shops are the only ones that can buy OE structural replacement parts for these high-end aluminum vehicles, Yeung said, which helps direct the customer traffic. Cosmetic parts are not under such restrictions, but in practical terms an owner would not know what was needed in most cases, and the training-and-special-tools factor is powerful.
The investment in F-150 aluminum body service is reportedly far lower than for the premium cars. Yeung estimated the amount would be in a range of $50,000-$70,000 and, he added, a shop would have to pay an annual fee for an independent agency to inspect and certify that it continues to meet Ford standards. Despite the lower overall cost, Yeung said he has no intention of servicing the new F-150, describing the service system as a "free for all" in comparison with the "craft"-oriented league in which his shop plays.
The 2015 F-150, however, clearly requires specialized training. It is spot-welded in only two areas, where the pickup bed floor attaches to crossmembers, as the welds have lower strength than the aluminum pieces that were joined. The remainder of the attachments are made with structural adhesives and specially coated self-piercing rivets. And where aluminum is joined to steel but the metals cannot be isolated with adhesive or coatings to prevent corrosion, plastic bushings are used.
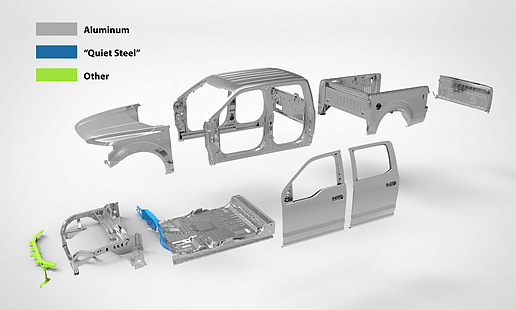 The 2015 Ford F-150 clearly requires specialized training. It is spot-welded in only two areas; the remainder of the attachments are made with structural adhesives and specially coated self-piercing rivets.
The 2015 Ford F-150 clearly requires specialized training. It is spot-welded in only two areas; the remainder of the attachments are made with structural adhesives and specially coated self-piercing rivets.
Dent removal techniques
Knocking out aluminum dents, even where there is access, is an acquired technique. Automotive Engineering watched a room full of experienced auto body technicians in a SEMA Show I-CAR (Inter-Industry Conference on Collision Auto Repair) class try to remove the same test crease in an aluminum panel with hand tools. They clearly were at the very beginning of a learning curve.
Where an F-150 panel is dented but there is access just to the exterior side, the shop also can weld on aluminum pulling studs to pull it out. However, care must be exercised in the placement of grounding clamps, because of the electrical conductivity of aluminum. This was just one of the special cautions noted by David Solmes, instructor in aluminum body panel repair. He spoke at a training session by I-CAR, which is a nonprofit training organization. It was one of several such sessions at the recent SEMA tradeshow.
Solmes also cautioned that although aluminum panel dents may be removed by shrinking the metal with heat, the technician has to be careful to stay below the 425°F (218°C) limit of the typical alloy. When the temperature applied is too high, he said, the aluminum is annealed and loses strength.
 This Tesla chassis is all aluminum, and structural repair parts are restricted to approved shops. It was on display at the SEMA Show by SCRS.
This Tesla chassis is all aluminum, and structural repair parts are restricted to approved shops. It was on display at the SEMA Show by SCRS.
“At 570°F [almost 300°C],” he added, “a Ford F-150 panel becomes aluminum foil.”
Even where the heat can be useful, he noted, the technician has to keep it away from structural adhesive, which typically softens at 400°F (204°C). To avoid this issue, the technician should take a protective step. One would be to position a wet rag close to the joint. Some technicians apply thermal paint or crayon, which melts and runs when the threshold temperature is reached.
 Technicians in an I-CAR class on aluminum-panel dent removal found that the work requires a learning curve.
Technicians in an I-CAR class on aluminum-panel dent removal found that the work requires a learning curve.
Infrared thermometers also can be used, but as Solmes pointed out, a reflective aluminum panel surface will produce a significantly incorrect reading. A strip of nonreflective tape should be applied to the panel to provide a suitable target for the infrared beam. By contrast, low-carbon steel does not anneal until about 1650°F (almost 900°C).
Source: sae.org